
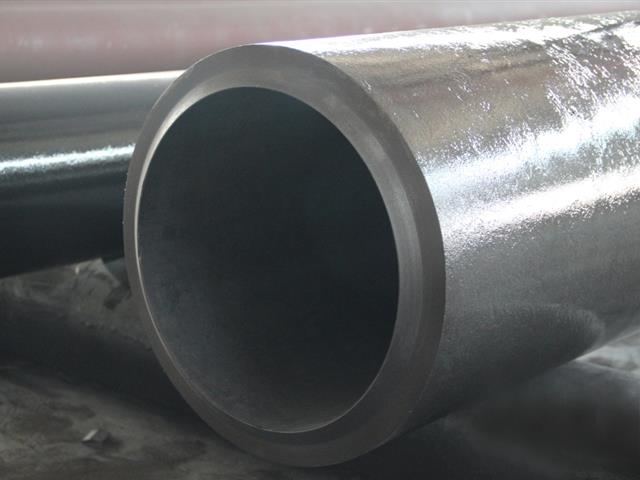
ASTM A335 /A335M ASME SA335 pipes shall be made by the seamless process and shall be either hot-finished or cold drawn with the finishing treatment.
ASTM A335 /A335M covers nominal wall and minimum wall seamless ferritic alloy-steel pipe intended for high-temperature service.
ASTM A 999/A999M specification for general requirements for alloy and stainless-steel pipe
E92 Test method for Vickers hardness of metallic materials
E213 practice for ultrasonic testing of metal pipe and tubing
E309 practice for Eddy-Current examination of steel tubular products using magnetic saturation
E381 method of macro etch testing steel bars, billets, blooms, and forgings

